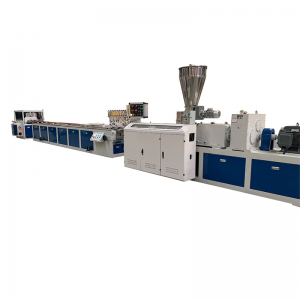
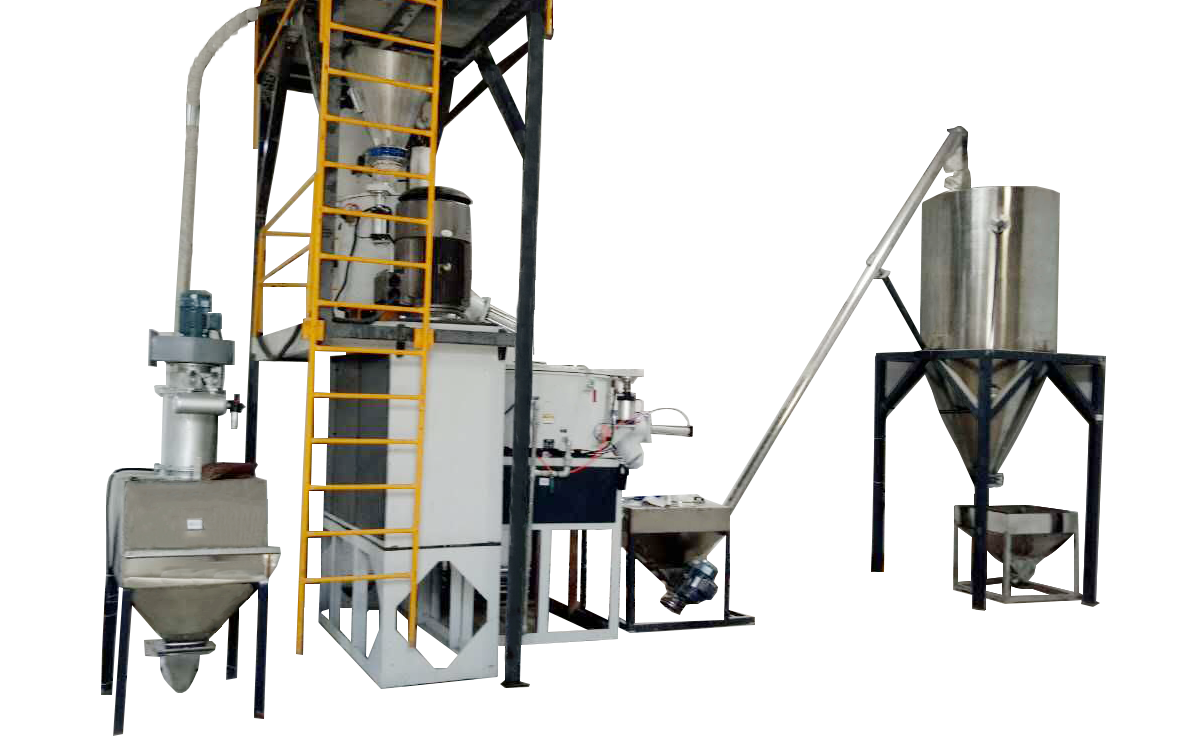
Dây chuyền ép đùn ống PVC sợi đôi LB

Nguyên liệu thô—máy trộn—máy đùn trục vít đôi hình nón—khuôn và máy hiệu chuẩn—máy tạo hình chân không—máy phun làm mát—máy vận chuyển—bộ phận cắt—máy bebeling—máy xếp chồng.
| Người mẫu | 50B | 50C | 63B |
| Phạm vi ống (mm) | 16-50 | 16-50 | 16-63 |
| Mô hình trục vít | 51/105 | 65/132 | 65/132 |
| Thông lượng (kg) | 200 | 250 | 280 |
Máy trộn
Thiết kế tối ưu bởi kỹ sư giàu kinh nghiệm
Tự ma sát làm nguồn sưởi ấm, nhờ đó tiết kiệm năng lượng
Tải hút chân không cho môi trường làm việc ít tiếng ồn và không có bụi
Tải xoắn ốc sau khi trộn để giữ thành phần hỗn hợp
Tự động sưởi ấm và tải lại

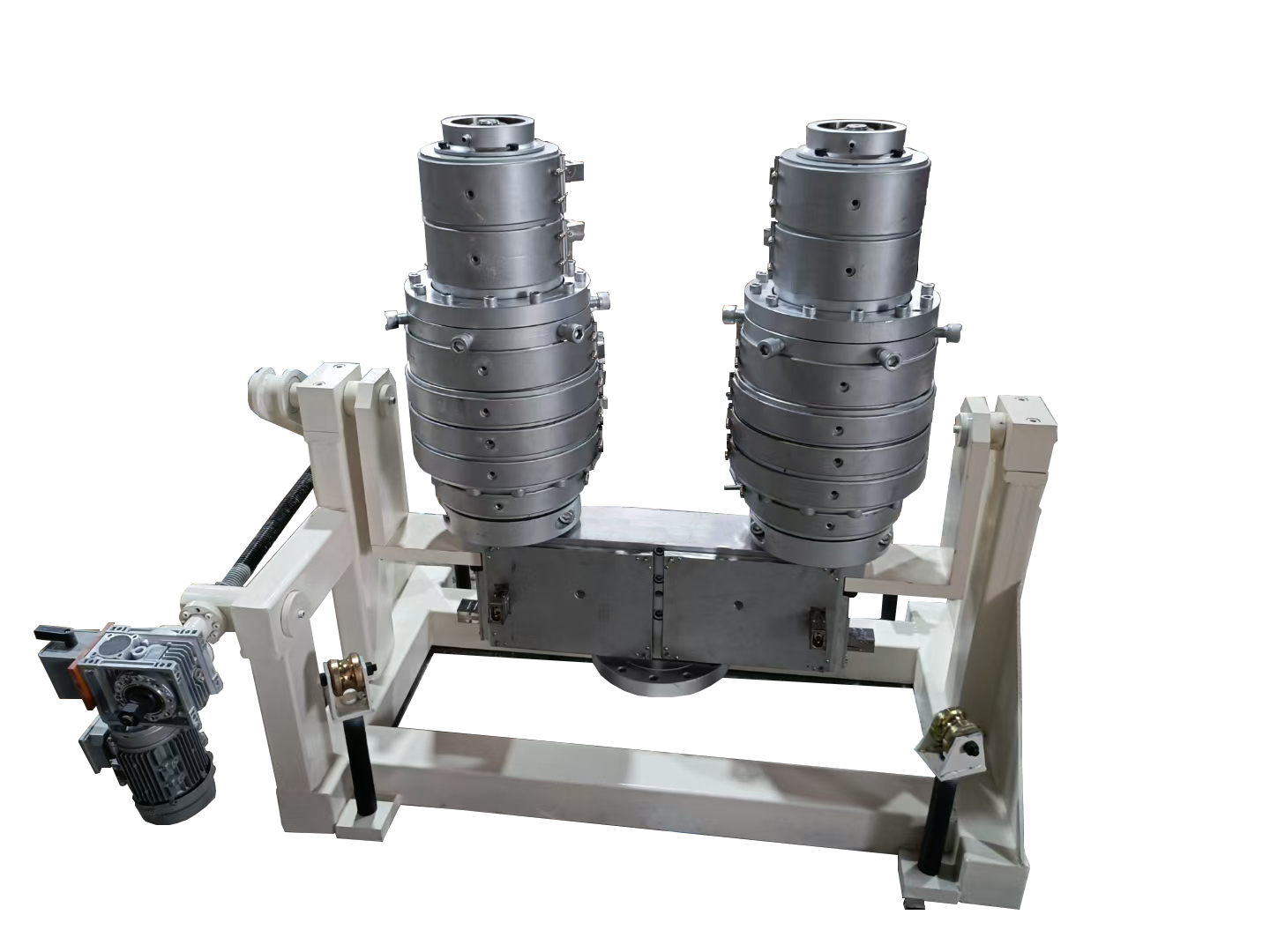
Máy đùn trục vít đôi hình nón
Thiết kế đặc biệt để xử lý nhẹ nhàng bột PVC
động cơ đồng bộ nam châm vĩnh cửu để giảm mức tiêu thụ năng lượng khoảng 10% so với động cơ DC hoặc AC.
Logic vận hành theo định hướng người vận hành giúp vận hành thông minh và dễ dàng trong quá trình sản xuất
Màn hình cảm ứng (tùy chọn) để quản lý thông tin tích hợp và vận hành dễ dàng
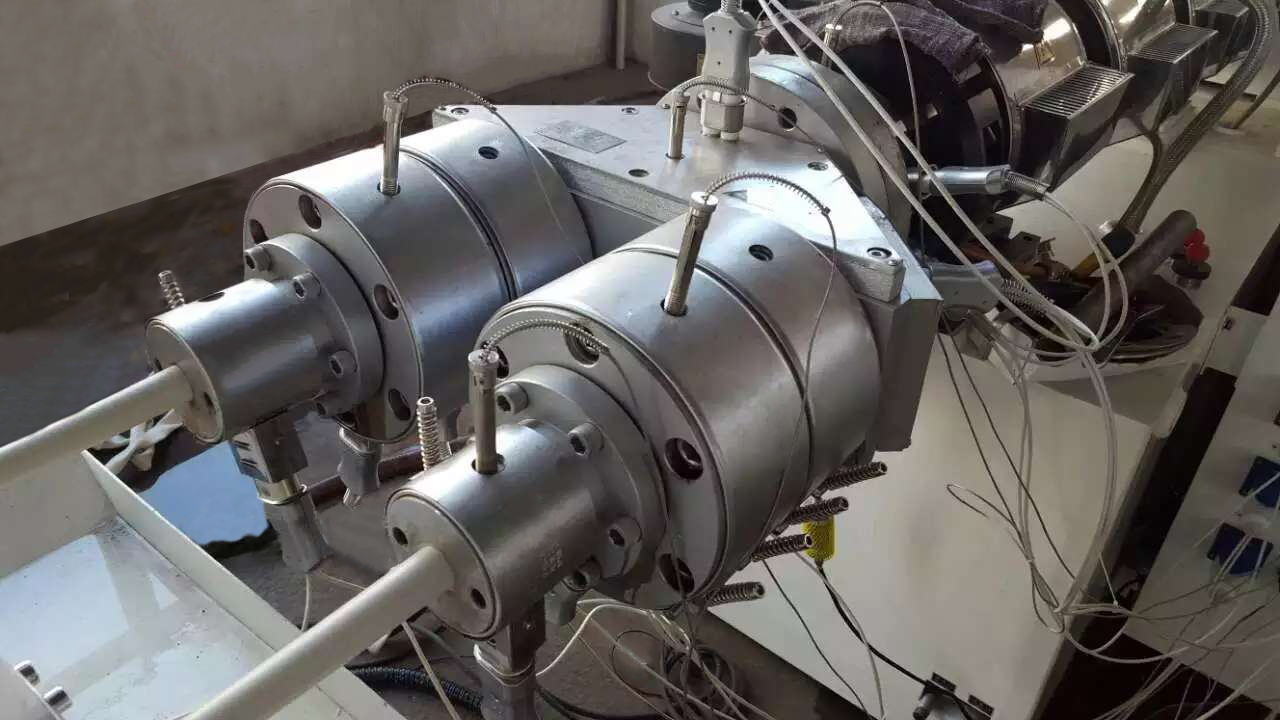
Khuôn
Thiết kế đặc biệt cho kênh dòng chảy để tạo hình đường ống tuyệt vời và áp suất tan chảy hợp lý.
Tỷ lệ nén lớn đảm bảo hiệu quả làm dẻo tuyệt vời.
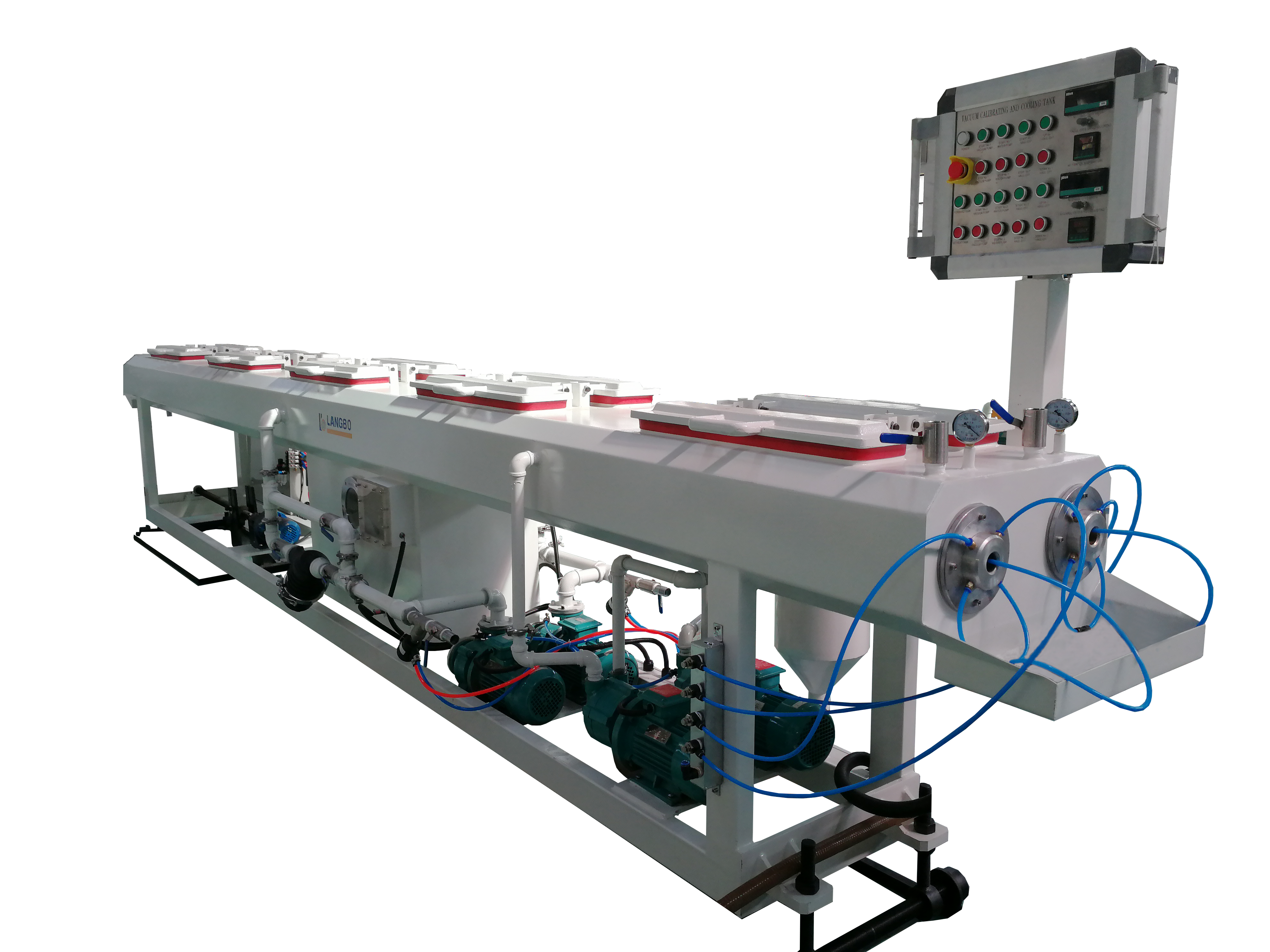
Hiệu chuẩn và làm mát chân không
Hệ thống làm mát riêng biệt cho dây đôi với hệ thống bơm độc lập.
hệ thống điều khiển chân không chuyển đổi tần số cho môi trường chân không liên tục với mức tiêu thụ năng lượng thấp nhất.
Sự kết hợp kéo và cắt
Động cơ servo và bộ giảm tốc chất lượng cao giúp chuyển động đồng bộ của dây đai hoặc bánh xích
Khái niệm vận chuyển tùy chỉnh được áp dụng dựa trên yêu cầu sản xuất nhất định
Khái niệm cắt phù hợp dựa trên yêu cầu sản xuất
bộ mã hóa có độ chính xác cao đảm bảo chiều dài cắt chính xác và ổn định
Sự kết hợp kéo và cắt là tùy chọn với ưu điểm là tiết kiệm không gian.


chuông
Hai vị trí sưởi ấm để đổ chuông đúng giờ bằng tốc độ dây chuyền cao
Tiết kiệm năng lượng bằng cách tự động chuyển đổi bộ phận làm nóng
Khái niệm làm mát tùy chỉnh dựa trên yêu cầu sản xuất
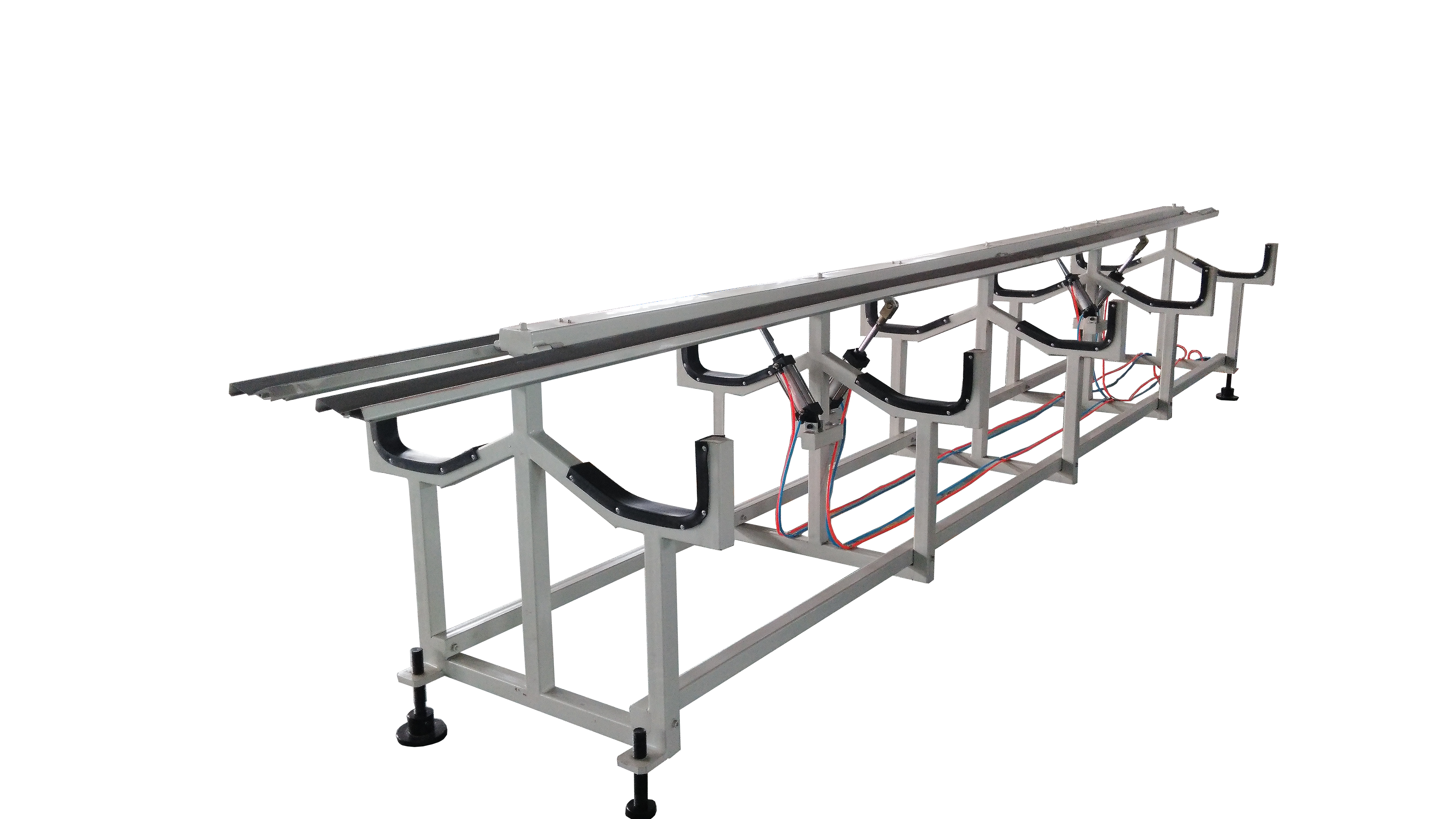
Xe nâng khí nén
Cấu trúc máy xếp ổn định và được điều khiển bằng khí nén để nạp lại đường ống
Hành động di chuyển được điều khiển bởi chương trình PLC
Kiểm soát riêng biệt cho cả hai sợi đùn